
Väikeseeria CNC-töötlus on praktiline tootmislahendus projektidele, mis nõuavad täppisdetailide valmistamist ilma otse masstootmisse üleminekuta. See ühendab endas kiire teostusaja, paindliku kogusekontrolli ja usaldusväärse töötlemiskvaliteedi, mistõttu sobib see hästi prototüüpide, piloottööde, varuosade ja eritellimusel tootmiseks.
Selles juhendis saate teada väikeste partiide CNC-töötlemisega seotud peamised protsessid, materjalivalikud, kulutegurid, disainikaalutlused, kvaliteedikontrolli punktid ja tarnija valiku näpunäited. Nende valdkondade mõistmine aitab teil väikesemahulist tootmist tõhusamalt planeerida ja teha paremaid tootmisotsuseid.
M Is Skaubanduskeskus Btšekiga CNC Mvalutab?
Väikeseriaalne CNC-töötlus ühendab prototüüpide loomise ja masstootmise. See pakub täpseid osi väikestes kogustes ilma kallite tööriistade või liigse laovaruta. See sobib ideaalselt disaini valideerimiseks, piloottöödeks, varuosadeks ja kohandamiseks ning tugineb digitaalsele programmeerimisele ja täiustatud masinatele, et tagada kvaliteet ja kiire reageerimine.

Enamasti jääb väikepartiide CNC-töötlemise väljundvahemik umbes 10 kuni 1000 tükki, kuigi mõned projektid võivad arenduseks vajada vaid mõnda näidist, samas kui teised võivad ulatuda üle 2000 ühikuni, olenevalt detaili keerukusest ja tootmiseesmärkidest. Võrreldes suurtootmisega, väikepartiide puhul CNC-mehaaniline töötlemine keskendub rohkem disaini kontrollimisele, kontrollitud tootmisele ja võimele kiiresti kohaneda nõuete muutumisega.
Seda meetodit kasutatakse laialdaselt tootearenduses ja tootmise algstaadiumis. Teadus- ja arendustegevuse valideerimisel võivad ettevõtted enne edasiste muudatuste tegemist töödelda vaid 20–30 detaili, et testida konstruktsiooni, sobivust või tegelikku toimivust. Piloottootmises kasutavad tootjad enne tööriistadesse investeerimist sageli paarsada CNC-töödeldud detaili, et kontrollida kokkupanekut. See on levinud ka varuosade tarnimisel, kus väikesemahulisi asenduskomponente tuleb toota nõudmisel, ja kohandamisprojektides, kus iga partii võib vajada väikeseid disainiuuendusi või kliendispetsiifilisi muudatusi.
Väikeseerialise CNC-töötlemise eriti väärtuslikuks teeb selle tasakaal täpsuse ja paindlikkuse vahel. See võimaldab ettevõtetel liikuda kontseptsioonist füüsiliste osadeni väiksema riskiga, säilitades samal ajal mõõtmete täpsuse ja materjali jõudluse, mis on vajalik sisukaks testimiseks või piiratud tootmiskasutuseks.
Kuidas To Avaleht A Skaubanduskeskus Btšekiga CNC Mvalutamine Pprojekt?
Tsitaatide ja DFM-analüüs
Tavaliselt alustan kliendiga CAD-jooniste, materjali ja täpsusnõuete arutamisest. DFM-i (tootmiskõlblikkuse projekteerimise) aruanne aitab probleeme eelnevalt tuvastada, näiteks õhukesed deformatsioonile kalduvad seinad, alamõõdulised augud või ligipääsmatud tööriistateed. Andmed näitavad, et DFM võib vähendada projekteerimise ümbertöötamist umbes 30%.
Protsessi planeerimine
Protsesside planeerimisel arvestan detailide omadustega (materjal, tolerants, kogus), et valida sobivad masinad ja tööriistad. Näiteks alumiiniumdetaile on kõige parem töödelda kiire freesimisega, samas kui titaani puhul on sageli vaja traatelektroodi koos mitmeteljelise töötlemisega. Nõuetekohane planeerimine võib töötlemisaega lühendada 20–40%.
Programming
CAM-tarkvara kasutatakse tööradade loomiseks ja simulatsioonide käivitamiseks. Tööradade optimeerimise abil (näiteks suure efektiivsusega freesimisstrateegiate abil) paraneb pinnaviimistlus ja pikeneb tööriista eluiga. Ühes minu juhitud projektis säästeti tööradade optimeerimisega 15% töötundidest.
Proovilõiked ja proovide kontrollimine
Kriitiliste osade puhul teen proovilõikusi (1–2 tükki), et valideerida mõõtmeid ja kinnitusstabiilsust. See samm on ülioluline massipraagi vältimiseks. Näiteks meditsiiniliste implantaatide töötlemisel avastasime, et materjali elastsus mõjutas tööriista ettenihet, proovitöötlemise ajal tehtud kohandused tagasid hilisema partii stabiilsuse.
Ülevaatus ja kvaliteedikontroll
Tootmisesisene mõõtmine ja CMM-i (koordinaatmõõtmismasina) kontroll on standardsed. Iga partii läbib mõõtmete kontrolli, mille kohta esitatakse materjalisertifikaadid ja kontrollaruanded. See mitte ainult ei vasta ISO standarditele, vaid suurendab ka klientide usaldust.
Kohaletoimetamine ja tagasiside
Viimane samm on osade tarnimine koos tagasiside kogumisega. Klientide disainimuudatused suunavad sageli järgmise optimeerimisvooru, mis rõhutab väikepartiide CNC-töötlemise paindlikkust ja lisaväärtust.
M Are The Common Skaubanduskeskus Btšekiga CNC Mvalutamine Pprotsessid?
Väikeseerialise CNC-töötluse puhul on igal protsessil ainulaadne roll: silindriliste osade treimine, keerukate pindade freesimine, täppisavade puurimine ja sisetreimine, kõvametallide elektrooditöötlus, pinnaviimistluseks lihvimine ja efektiivsuse tagamiseks mitmeteljeline töötlemine kinnitusdetailidega. Õige protsessi valimine tasakaalustab kulu, täpsuse ja teostusaja.
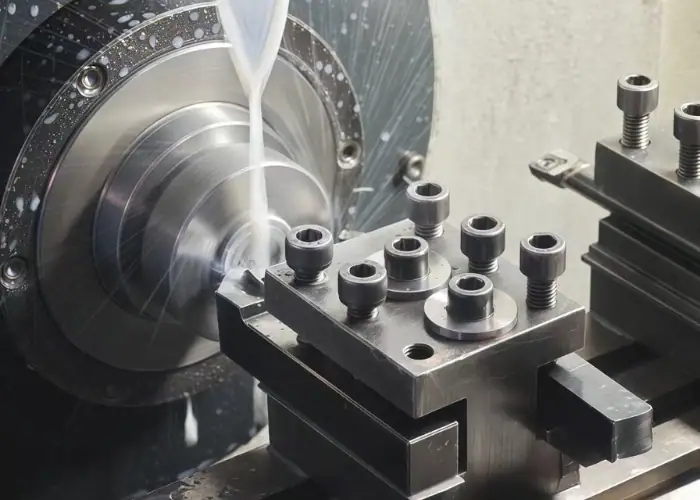
CNC treimine (trei-freesiga)
Lõikevahenditega töödeldavate detailide vormimine, ideaalne võllide ja silindriliste osade jaoks. Treimis-frees ühendab mitu toimingut ühes seadistuses, vähendades vigu. Robootikakliendi jaoks töötlesin Ø30 mm võlle, kasutades treimis-freeslõike tsükliaega ~25%.
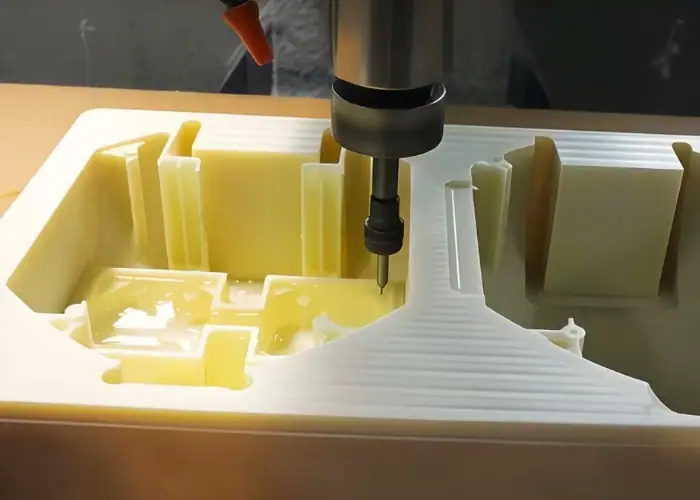
CNC-freesimine (3/4/5-teljeline)
Freesimisel eemaldatakse materjali pöörlevate tööriistadega, 3-teljeline freesimine sobib tasapindade ja soonte freesimiseks, samas kui 4/5-teljeline freesimine käsitleb keerulisi kõveraid ja õõnsusi. Meditsiinilise implantaadi projektis tagas 5-teljeline freesimine ±0.01 mm tolerantsi, lõigates samal ajal seadistusi 40%.
Puurimine, keermestamine ja sisemine puurimine
Puurimine ja keermestamine loovad keermestatud auke, samas kui sise- ja väliskeermestamine parandab augu täpsust ja viimistlust. Ühes autodetaili projektis, kus oli üle 100 M6 augu, läksime üle puurimisele ja keermestamisele, tõstes läbimismäära 98%-ni.
EDM (vaakumis- ja traatlõikus)
EDM paistab silma kõvade metallide ja keerukate õõnsuste töötlemisel. HRC 60 kõvadusega valuterase puhul saavutas traat-EDM täpsuse ±0.005 mm. Kunagi töötlesin ühendusvormi, kus ainult EDM suutis luua teravaid sisenurki.
Pinna-, välis- ja tsentrita lihvimine
Lihvimine parandab mõõtmete täpsust ja pinnakaredust. Pinnalihvimine saavutab Ra 0.4 μm, välisdiameetri lihvimine sobib võllidele ja tsentrita lihvimine võimaldab tõhusat partiide töötlemist. Meditsiinikliendi jaoks lihvime roostevabast terasest tihvte ±0.003 mm konsistentsini.
Mitmeteljeline ja fikseeritud paralleelne töötlemine
Mitmeteljelised masinad kinnitusdetailidega võimaldavad detailide samaaegset töötlemist, suurendades läbilaskevõimet. Uues energiaprojektis suurendas neljapositsiooniline alumiiniumkorpuste kinnitusdetail partii tootlikkust 60%.
Väikeseerialise CNC-töötlemise puhul mõjutavad materjali- ja viimistlusvalikud kulusid, jõudlust ja välimust. Kasutatakse metalle, plaste ja mitmesuguseid pinnatöötlusi. Õige valik tagab vastupidavuse, täpsuse ja esteetika madalama hinnaga.
materjalid Skasutatav For Skaubanduskeskus Btšekiga CNC Mvalutamine
| Kategooria | MATERJAL | Töötlemise omadused |
| Metallid | Alumiinium | Kerge, suurepärane töödeldavus, hea soojusjuhtivus, deformeerumisaltis, nõuab õiget kinnitust ja töörada. |
| Teras / roostevaba teras | Kõrge tugevuse ja kulumiskindlusega roostevabad terased kõvenevad lõikamise ajal, vajades jäika tööriista ja väiksemaid etteandeid. | |
| Vasesulamid | Kergesti lõigatav, suurepärane elektri- ja soojusjuhtivus, pehme ja kleepuv, kipub tööriistade kinni kiilumise ohtu kujutama, vajab teravaid tööriistu ja jahutusvedelikku. | |
| Titaanisulamid | Suur tugevuse ja kaalu suhe, korrosioonikindel, raskesti lõigatav, põhjustab tööriista kiiret kulumist, vajab madalat kiirust ja mitmeteljelisi strateegiaid. | |
| Niklisulamid | Tugev kõrgetel temperatuuridel, korrosioonikindel, tugev töötlemiskõvenemine, lühike tööriista eluiga, sageli nõuab elektroforeesi või jäika tööriista. | |
| Plastist | ABS | Suurepärane töödeldavus, sile viimistlus, madal kuumakindlus, pikaajalisel lõikamisel sulamise oht. |
| PC (polükarbonaat) | Suur tugevus, hea sitkus, läbipaistev, pinna rebenemise vältimiseks on vaja teravaid tööriistu. | |
| POM (atsetaal/delriin) | Madal hõõrdumine, lõikab sujuvalt, suur soojuspaisumine, vajab jahutamist ja tolerantsi kontrolli. | |
| PEEK | Tugev, kuuma- ja kemikaalikindel, raskemini lõigatav, nõuab kvaliteetseid tööriistu ja stabiilset jahutust. |
Pind Tkordus For Skaubanduskeskus Btšekiga CNC Mvalutamine
AnodeerimineParandab alumiiniumi korrosioonikindlust ja esteetikat, saadaval mitmes värvitoonis, kasutatakse laialdaselt lennunduse ja elektroonika korpuste jaoks.
LiivapritsimineKasutab ühtlase mati viimistluse loomiseks kõrgsurveabrasiive, mis parandab nii haarduvust kui ka visuaalset atraktiivsust.
poleerimineSaavutab peegelsileda pinna mehaaniliste või keemiliste meetoditega, mis sobib ideaalselt detailidele, mis vajavad esmaklassilist välimust.
PlatingLisab metallkatte kulumiskindluse, korrosioonikaitse või elektrijuhtivuse parandamiseks.
KateSisaldab pulbervärvimist või vedelvärvimist, mis parandab välimust ja ilmastikukindlust.
Must oksiidLoob terasele tumeda oksiidikihi, mis hoiab ära roostetamise ja vähendab pimestamist, mis on mehaaniliste komponentide puhul tavaline.
KuumtöötlusHõlmab karastamist, noolutamist või karastamist kõvaduse, tugevuse ja vastupidavuse suurendamiseks.
Millised on väikeste partiide CNC-töötlemise eelised ja piirangud?
Väikese partii CNC-töötlus ühendab paindlikkuse ja täpsuse, mistõttu on see ideaalne teadus- ja arendustegevuse valideerimiseks, katseprojektide tegemiseks ja kohandamiseks. See kiirendab turule jõudmise aega ja vähendab laoseisu riski, kuid sellega kaasnevad kõrgemad ühikukulud ja piiratud mastaabisääst. Nende plusside ja miinuste mõistmine aitab ettevõtetel tõhusamalt planeerida.
Eelised
Kiirem turule jõudmine
Väikepartiide CNC-töötlus ei nõua vormi väljatöötamist, seega saab tootmist alustada otse CAD-andmetest. See lühendab sageli tarneaega umbes 30–50% võrreldes vormipõhiste protsessidega. Projektide puhul, mis vajavad kiiret valideerimist või kiiret tarnimist, võib see kiirus arenduse efektiivsust oluliselt parandada.
Paindlik disaini iteratsioon
Projekteerimismuudatusi on lihtsam hallata, kuna protsess sõltub peamiselt programmeerimisest ja seadistamisest, mitte uutest tööriistadest. Kui mõõtmeid, ava omadusi või konstruktsiooni detaile on vaja kohandada, saab uuendatud CAD-faile tavaliselt töödelda palju kiiremini kui traditsiooniliste masstootmismeetodite puhul. See on eriti väärtuslik meditsiini-, elektroonika- ja tootearendusprojektides.
Suur täpsus ja hea järjepidevus
CNC-töötlusega on võimalik saavutada täpseid tolerantse, sageli umbes ±0.01 mm, olenevalt detaili geomeetriast, materjalist ja protsessitingimustest. See teeb selle sobivaks detailide jaoks, mis nõuavad mõõtmete täpsust, stabiilset sobivust ja korratavat kvaliteeti piiratud tootmispartii jooksul.
Väiksem varude risk
Kuna osi saab toota nõudmisel, ei pea ettevõtted liiga vara suuri laovarusid looma. See aitab vähendada ületootmist, alandab ladustamiskulusid ja leevendab rahavoogude survet, eriti uute toodete või ebakindla nõudlusega projektide puhul.
Piirangud
Kõrgem ühikuhind
Ilma vormi amortisatsioonita jääb iga CNC-töödeldud detaili maksumus suhteliselt kõrgeks. Sama geomeetria korral võib ühikuhind olla umbes 20–40% kõrgem kui survevalu puhul, kui tootmismaht on piisavalt suur. See muudab väikepartiide CNC sobivamaks väiksemate koguste jaoks kui kulupõhise masstootmise jaoks.
Keerulisem üleminekuhaldus
Osade numbrite, materjalide või seadistuste sagedane vahetamine võib suurendada programmeerimisaega, kinnitusvahendite ettevalmistamist ja tootmise planeerimist. Partiide mitmekesisuse suurenedes muutub ka tootmispõranda haldamine nõudlikumaks.
Piiratud kulutõhusus suure mahu korral
Väikeste partiide CNC-töötlus on tavaliselt kõige ökonoomsem väikeste ja keskmiste koguste puhul, näiteks prototüüpide, katsetuste või kümnete kuni tuhandete eksemplaride tootmismahtude puhul. Kui maht märkimisväärselt suureneb, muutuvad sellised protsessid nagu vormimine või valamine sageli kulutõhusamaks.
Seisakuaeg ja ajakava surve
Sagedane partiide vahetamine võib põhjustada masinate seisakuid, kui ajakava pole hästi korraldatud. Segatootmiskeskkonnas võib halb planeerimine vähendada seadmete kasutamist ja pikendada tarneaegu.
Kuidas hinnata kulusid ja tarneaega?
Väikeste partiide CNC-töötlemisel on klientide jaoks kaks kõige olulisemat tegurit maksumus ja tarneaeg. Nõuetekohane hindamine nõuab materjali, tööjõu, tööriistade ja teiseste protsesside tasakaalustamist, rakendades samal ajal hinnamudeleid ja pakkumisstrateegiaid, et tagada nii kasumlikkus kui ka õigeaegne tarnimine.
Kulujuhid
MATERJALKvaliteetsed metallid, näiteks titaan või Inconel, võivad moodustada 40–60% kogukulust, optimeeritud pesastamine võib vähendada jäätmeid 15–20%.
aegProgrammeerimine, töötlemine ja kontroll moodustavad sageli 30–50% kuludest. Näiteks keerukate 5-teljeliste osade programmeerimine võib võtta 6–8 tundi.
Tööriistad ja kinnitusdetailidStandardtööriistad on korduvkasutatavad, samas kui kohandatud kinnitusdetailid suurendavad oluliselt detaili maksumust.
Sekundaarne töötlemineAnodeerimine, kuumtöötlus või katmine võivad kogumaksumusele lisada 10–25%.
Hinnamudelid, pakkumise koostamise põhialused, teostusaja kiirendamine ja minimaalne kogus
HinnakujundusmudelidLevinud valem on „materjal + töötunnid + keerukustegur + viimistlus“. Näiteks on alumiiniumdetailid tavaliselt 30–50% odavamad kui titaandetailid.
Tsiteerimise põhialusedProgrammeerimis- ja seadistuskulude katmiseks määrake selge minimaalne kogus, tavaliselt 10–20 tükki.
Tarneaja kiirendamineParalleelne programmeerimine ja mitme masinaga ajastamine võivad lühendada tarneaegu 20–35%. Ühes meditsiiniprojektis lühendas kahe masinaga ajastamine tarneaega 14 päevalt 9 päevale.
Kliendi väärtusLäbipaistev hinnakujundus ja kindlad teostusajad loovad usaldust ja suurendavad konversioone.
DFM-i peamised efektiivsuse juhised
Väikese partii CNC-töötlemisel mõjutab valmistatavusprojekteerimine (DFM) otseselt efektiivsust, kulusid ja tarnimist. Praktiliste tolerantside kehtestamise, konstruktsioonide lihtsustamise, tööriistadele juurdepääsu parandamise ja seadistuste vähendamise abil saavad tootjad vähendada ümbertöötlemise määra, säästa töötlemisaega ja suurendada klientide rahulolu.
Mõistlikud tolerantsid ja tugipunktid, vältige õhukesi seinu ja teravaid nurki
TolerantsidLiiga kitsad tolerantsid võivad suurendada töötlemiskulusid 20–30%, kontrollige ainult kriitilisi mõõtmeid.
KuupäevSelged tugipunktid vähendavad kontrollivigu ja parandavad järjepidevust.
Õhukesed seinadAlla 1 mm paksused konstruktsioonid võivad deformeeruda. Lennundusprojektis lahendasin selle probleemi ribide lisamisega.
Teravad nurgadLõikeriistad ei suuda freesida ideaalselt teravaid nurki, fileede kasutamine parandab tugevust ja vähendab tööriista kulumist.
Tööriistade ligipääsetavuse parandamine, struktuuride ja liitmisprotsesside lihtsustamine
Tööriista juurdepääsetavusSügavate aukude või soonte projekteerimisel arvestage tööriista pikkuse ja takistusega, et vältida lisaseadistusi.
Lihtsustatud struktuuridMittevajalike funktsioonide eemaldamine võib lühendada töötlemistsüklit 15–25%.
Protsessi integreerimineMitmeotstarbelised masinad (frees-trei, mitmeteljelised) võimaldavad ühe seadistusega mitut etappi, vähendades seisakuid.
Optimeeri mitmeteljelisi teid ja minimeeri seadistusi
Mitmeteljeline eelis5-teljeline töötlemine vähendab seadistusi, parandades täpsust ja efektiivsust 20–40%.
Tee optimeerimineSuure efektiivsusega töötlemise (HEM) strateegiad suurendavad lõikejõudlust ja tööriista eluiga.
JuhtumiuuringUue energiakliendi Inconeli turbiinilaba puhul vähendavad optimeeritud teed ja vähem seadistusi tsükliaega 30%.
Töökoja efektiivsuse näpunäited
Väikesemahulise CNC-töötluse puhul ei sõltu efektiivsus mitte ainult masinatest, vaid ka töövoo optimeerimisest. Tööriistade standardiseerimise, partiide kaupa tootmise, teiseste toimingute minimeerimise ja sarnaste osade nutika materjalikasutusega ajastamise abil saavad töökojad suurendada tootlikkust 20–40%, vähendades samal ajal jäätmeid ja tarneaja riske.
Standardsete tööriistade, kinnituste ja tööriistakogu korduvkasutamine
StandardimineStandardsete tööriistade ja kinnitusvahendite kasutamine vähendab seadistamisaega ja lõikamisväliseid tunde. Uuringud näitavad, et standardiseerimine vähendab tööriistavahetuse aega 25%.
Tööriistakogu taaskasutamineÜhise tööriistakogu jagamine mitme töö vahel lühendab ettevalmistusaega ja vähendab laokulusid. Ühe kliendi viie alumiiniumpartii puhul kasutasime ühtset tööriistade seadistust, mis vähendas tarneaega kahe päeva võrra.
Partii- ja mitmeosaline töötlemine, vähem teiseseid protsesse
PartiiTööde grupeerimine suurendab masina kasutust ja vähendab jõudeolekuaega.
Mitmeosaline mehaaniline töötlemineMitme detaili kinnitamine ühte seadistusse parandab efektiivsust 15–30%.
Vähendatud sekundaarsed toimingudMitmeteljelised või frees-treipingid läbivad ühe töötsükliga mitu etappi, minimeerides uuesti kinnitamist ja täpsuse kadu.
Sarnaste osade ajastamine, materjalide optimeerimine ja jäätmete vähendamine
Sarnaste osade ajastamineGeomeetriliselt sarnaste osade koos tootmine säästab programmeerimis- ja seadistusaega.
Materjali kasutaminePesastamise optimeerimine suurendab tooraine saagikust, säästes kulusid 10–15%.
Jäätmete vähendamineVanaraua ringlussevõtt vähendab kulusid veelgi. Uue energiakliendi jaoks säästis optimeeritud Inconeli pesastamine materjalikulu 12%.
Kuidas tagada kvaliteeti ja järjepidevust
Väikesemahulise CNC-töötlemise puhul on kvaliteet ja järjepidevus usaldusväärse tarne võtmeks. Ranged sissetuleva materjali kontrollid sertifikaatide, protsessijuhtimisplaanide, masinasisese ja veebikontrolliga koos CMM-i verifitseerimisega ning vastavus ISO, meditsiini- ja lennundusstandarditele tagavad minimeeritud ümbertöötlemise ja suurema klientide usalduse.
Sissetulevad materjalid, sertifikaadid ja protsesside juhtimise plaanid
Materjali jälgitavusIga partii jaoks on vaja vastavussertifikaati (COC), et kontrollida koostist ja toimivust.
Sissetulev ülevaatusKõvaduse, mõõtmete ja pinnadefektide kontrollimine hoiab ära suuremahulise praagi tekkimise.
Process ControlJuhtimisplaanid määravad kontrollpunktid kriitiliste etappide, näiteks mõõtmete valimi võtmise jaoks. Autotööstuse projektis vähendas FMEA kombineerimine juhtimisplaaniga defektide määra 28%.
Masinasisene mõõtmine, võrgusisene kontroll ja CMM-lahendused
Masinasisene mõõtmineSondid reguleerivad tööriista nihkeid automaatselt, vähendades käsitsi tehtavaid vigu.
Veebipõhine kontrollSPC (statistiline protsessijuhtimine) jälgib protsessi muutusi reaalajas.
CMM-i ülevaatusTagab keerukate geomeetriate täpsuse ±0.005 mm piires. Meditsiiniliste implantaatide projektis kontrollib CMM partiidevahelist järjepidevust.
Sertifikaadid ja standardid
ISO9001Baaskvaliteedi raamistik, mida sageli nõutakse tarnija kinnitamiseks.
ISO13485Oluline meditsiiniseadmete jaoks, rõhutades biosobivust ja jälgitavust.
AS9100Lennunduse ja kosmosetööstuse võtmeelement, mis keskendub dokumenteerimisele ja protsesside järjepidevusele. Ühele lennunduskliendile võimaldas AS9100 auditite läbimine pikaajalisi partnerlussuhteid.
Kuidas valida Hiinas väikese partii CNC tarnijat?
Õige CNC-tarnija valimine Hiinas mõjutab otseselt kulusid, kvaliteeti ja tarnekiirust. Peamised hindamispunktid hõlmavad tehnilisi võimalusi, kogemusi valdkonnas, insenerituge, suhtlust, tugevaid kvaliteedisüsteeme, tarnetõhusust, hinnakujunduse läbipaistvust ja digitaliseerimisküpsust (MES/ERP/CAM).
Võimed, kogemused ja tehniline tugi
Mehaanilised võimalusedOtsige 3-/4-/5-teljelisi masinaid, frees-treikeskusi ja kogemusi mitme materjaliga töötamisel.
Tööstuse kogemusLennundus-, meditsiini- või autotööstuse projektidega tegelevad tarnijad peavad silmitsi seisma rangemate nõudmistega.
InseneritugiTugevad tarnijad esitavad DFM-aruandeid, mis hoiab ära 30%+ disaini ümbertöötlemise.
KOMMUNIKATSIOONKiire hinnapäringutele vastamine (24 tunni jooksul) kiirendab tootearendust.
Kvaliteedisüsteemid, tarnetõhusus ja hinnakujunduse läbipaistvus
standardidISO9001 on baasstandard, ISO13485/AS9100 on meditsiini- ja lennundussektoris kohustuslik.
ettevalmistusaegVäikeste partiide puhul on tüüpiline tarneaeg 5–7 päeva, kiirtellimuste puhul 48 tunni jooksul.
Läbipaistev hinnakujundusHea hinnapakkumine jaotab materjalid, programmeerimise, töötlemise, kvaliteedikontrolli ja järeltöötluse lahti.
JuhtumiuuringUue energia kliendi jaoks valmistasime 200 korpust – selge hinnakujundus ja range tarneaeg tagasid pikaajalise lepingu.
Automatiseerimine ja digitaliseerimine
MES-süsteemid: Viivituste minimeerimiseks lubage reaalajas tööde jälgimine.
ERPTagab täpse materjalivoo ja kulude kontrolli.
CAM-i optimeerimineSimulatsioon vähendab tööriista kulumist 15–20%.
EelisDigitaliseeritud töökodades on ümbertöötlemise määr 25% madalam, mis suurendab klientide rahulolu.
Millised tööstusharud kasutavad väikesemahulist CNC-töötlust
väike Partii-CNC-töötlus tasakaalustab täpsuse, paindlikkuse ja kulutõhususe. Lennundus ja autotööstus vajavad kergeid ja tugevaid osi., meditsiinivaldkonnad vajavad kohandamist ja biosobivust, elektroonika keskendub kiirele iteratsioonile ja pinnaviimistlusele, energia ja instrumendid nõuavad vastupidavust, Startupid kasutavad seda kiireks turule sisenemiseks.
| Tööstus | Põhijooned | Näidisjuhtumid |
| Lennundus, autotööstus ja uued energiaallikad | Kerged, suure tugevusega ja funktsionaalsed osad | Turbiinilabad, elektriautode akude korpused |
| Meditsiin ja tervishoid | Suur täpsus, kohandamine, biosobivus | Implantaadid, kirurgiliste instrumentide näidised |
| Tarbeelektroonika ja telekommunikatsioon | Kosmeetilised osad, läbipaistvad korpused, proovisõidud | Telefonikorpused, jahutusradiaatorid |
| Energia ja instrumendid | Kõrge temperatuurikindlus, korrosioonikindlus, töökindlus | Inconel turbiini klapikomponendid |
| Startupid ja kohandatud tooted | Kiire prototüüpimine, turu testimine, väikesemahuline tarnimine | Kohandatud helinupud, käivitusriistvara kestad |
KKK
Millised partii suurused on tüüpilised väikeste partiide CNC-töötlemisel?
Minu kogemuse põhjal jääb väikeste partiide CNC-töötlus tavaliselt vahemikku 10–5,000 detaili. Prototüüpide puhul on see 1–50 ühikut, katsetootmiste puhul 200–500 ja varuosade puhul sageli 50–100. See vahemik tasakaalustab paindlikkust, täpsust ja kulusid.
Kuidas on väikepartii CNC-töötlus võrreldav masstootmisega?
Võrreldes masstootmisega vähendab väikepartiide CNC-töötlus tarneaega 40–60%, väldib suuri laovarusid ja toetab kiiret disaini iteratsiooni. Kuigi ühikuhind on kõrgem, tagab see täpsuse ja kiire turureageerimise alla 5,000 eksemplari suuruste koguste puhul.
Mis vahe on väikesemahulise CNC-töötluse ja väikese partii CNC-töötluse vahel?
Väikeseeria CNC tähendab tavaliselt 10–5000 ühikut, mis keskenduvad prototüüpidele ja lühikestele tiraažidele. Väikeseeria CNC ulatub 10 000 ühikuni, ühendades piloottootmise ja skaleerimise. Praktikas kasutan „väikepartiid“ varajaseks disaini valideerimiseks ja „väikemahtu“ masstootmisele eelnevaks tootmiseks.
Kas CNC-töötlus saab hakkama keeruliste materjalidega nagu titaan või Inconel?
Jah, mitmeteljeliste masinate ja elektroforeesiga saab CNC-ga titaanil ja Inconelil hoida ±0.01 mm täpsust. Lennundusklientidele olen töötlenud Inconel turbiini detaile täpsete tolerantsidega, tagades nii vastupidavuse kui ka kuumakindluse. Õige tööriistade kasutamine ja jahutus on kriitilise tähtsusega.
Kas väikeste partiide CNC-töötlus on kulutõhus?
Prototüüpide ja piloottööde puhul säästab väikepartiide CNC 30–50% seadistuskuludest võrreldes vormimisega. See väldib suuri investeeringuid tööriistadesse, vähendab vananenud varude riski ja kiirendab valideerimist. Kuigi ühikuhind on kõrgem, on üldine investeeringutasuvus suurem kohandatud või piiratud nõudluse korral.
Järeldus
Väikeseeria CNC-töötlus pakub praktilist viisi prototüüpide ja täistootmise ühendamiseks. See ühendab endas suure täpsuse, kiire iteratsiooni ja väiksema laoseisu riski, mistõttu sobib see eriti hästi tööstusharudele, mis vajavad kiirust, kohandamist ja usaldusväärset detailide kvaliteeti. Kuigi ühikuhind on tavaliselt kõrgem kui masstootmismeetoditel, võib hea DFM-planeerimine ja protsessi optimeerimine lühendada teostusaega, vähendada arendusriski ja parandada projekti üldist tõhusust.
At TiRapidPakume väikeseeria CNC-töötlemisteenuseid kohandatud osade jaoks, mis vajavad täpsust, paindlikkust ja usaldusväärset tarnimist. Alates prototüübi valideerimisest kuni väikesemahulise tootmiseni aitab meie meeskond klientidel muuta disainilahendused kvaliteetseteks töödeldud osadeks, pakkudes praktilist insenerituge ja järjepidevat tootmistulemust.



















