
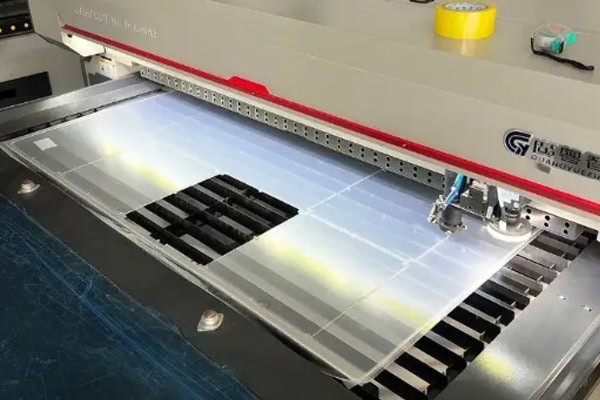
En el mecanizado CNC de plásticos, la vibración del equipo es uno de los problemas más importantes que afectan la calidad del mecanizado. Muchas fábricas se enfrentan a problemas como marcas de herramienta evidentes, rebabas en los bordes, dimensiones inestables, superficies rugosas e incluso deformación de la pieza al mecanizar piezas de plástico. Estos problemas suelen estar relacionados con la vibración del mecanizado. Esto es especialmente cierto al mecanizar piezas de plástico de paredes delgadas, piezas estructurales con cavidades profundas, piezas largas o piezas de alta precisión, donde la vibración se vuelve más pronunciada. En comparación con los metales, los materiales plásticos tienen menor rigidez y se ablandan fácilmente al calentarse, lo que los hace más propensos a la resonancia debido a los cambios en las fuerzas de corte durante el proceso. Si la vibración persiste, no solo afecta la calidad superficial de las piezas, sino que también acelera el desgaste de la herramienta, reduce la precisión dimensional y, en casos graves, puede incluso provocar el descarte de la pieza.
¿Por qué son frecuentes las vibraciones en el mecanizado CNC de plásticos?
¿Qué es la vibración en el mecanizado?
En pocas palabras, la vibración de mecanizado es la oscilación inestable de la herramienta, la pieza de trabajo o la máquina herramienta durante el proceso de corte. Esta oscilación puede originarse por la rotación del husillo, cambios en la fuerza de corte de la herramienta, tensiones desiguales en la pieza de trabajo o resonancia estructural de la máquina herramienta.
En el procesamiento de plásticos, la vibración se manifiesta típicamente como:
Marcas de herramientas regulares en la superficie
Rotura o astillamiento en los bordes
Dimensiones instantáneas del orificio
Sobrecalentamiento localizado de la pieza de trabajo
Se observan ruidos anormales durante el procesamiento.
Si bien estos problemas pueden parecer fenómenos superficiales, están fundamentalmente relacionados con la inestabilidad dinámica durante el proceso de corte.
¿Por qué el plástico es más propenso a vibrar que el metal?
Una de las principales diferencias entre el plástico y el metal radica en la menor rigidez de los materiales. Bajo fuerzas de corte, el plástico es más propenso a la deformación elástica, por lo que incluso pequeñas variaciones en la fuerza de corte pueden provocar ligeras oscilaciones en la pieza. Asimismo, muchos materiales plásticos presentan una baja conductividad térmica, lo que dificulta la rápida disipación del calor generado durante el proceso. Cuando la temperatura aumenta en ciertas zonas, el material se ablanda ligeramente, reduciendo aún más la estabilidad y generando vibraciones más perceptibles. Este problema se acentúa especialmente durante el mecanizado a alta velocidad.
La vibración afecta no solo la apariencia, sino también la calidad general del procesamiento.
Mucha gente piensa que la vibración solo se traduce en "un ruido más fuerte" o en "una superficie menos atractiva", pero en realidad afecta directamente a la calidad general de la pieza.
Por ejemplo:
La vibración puede provocar desviaciones en la trayectoria de la herramienta, lo que conlleva errores dimensionales;
La vibración continua aumenta el desgaste de la herramienta;
La tensión repetida sobre la pieza de trabajo puede provocar grietas localizadas;
Los ensamblajes de alta precisión pueden fallar debido a las vibraciones.
Por lo tanto, la vibración no es solo una cuestión de experiencia en el mecanizado, sino también de precisión y estabilidad.
¿Cómo reducir las vibraciones en el mecanizado de plásticos paso a paso?
Iidentificar la fuente de vibración
El primer paso para solucionar problemas de vibración no es ajustar inmediatamente los parámetros, sino identificar primero su origen. Cada causa requiere una solución completamente diferente. Las fuentes comunes de vibración incluyen: desgaste de los cojinetes del husillo, extensión excesiva de la herramienta, sujeción inestable de la pieza, ajustes de parámetros inadecuados, desgaste severo de la herramienta y cambios excesivos en la trayectoria. Ajustar a ciegas sin antes encontrar la causa real suele tener un efecto limitado.
Compruebe la estabilidad de la máquina herramienta y del accesorio.
Aunque la carga de corte en el mecanizado de plásticos no es tan elevada como en el de metales, los requisitos de estabilidad son considerables. Si las guías de la máquina herramienta están flojas, la holgura del husillo es excesiva o el soporte de la fijación es insuficiente, las vibraciones pueden amplificarse fácilmente. Por lo tanto, antes de comenzar el mecanizado, es necesario comprobar que el husillo gira con suavidad, que el portaherramientas está bien sujeto, que la fijación no está floja y que el soporte de la pieza es adecuado. En particular, para piezas de chapa metálica grandes o de paredes delgadas, si el voladizo central es demasiado grande, es fácil que se produzcan vibraciones durante el mecanizado.
Optimizar la secuencia de mecanizado y la trayectoria de la herramienta.
Muchas vibraciones en el mecanizado de plásticos se deben a una trayectoria de herramienta inadecuada. Por ejemplo, cortes repentinos de gran profundidad, giros bruscos o cortes intensos y continuos en ciertas áreas provocan cambios instantáneos en la fuerza de corte. Por lo tanto, durante el mecanizado, se suelen emplear cortes por capas, transiciones suaves, trayectorias de herramienta uniformes y avances y retrocesos graduales. Esto estabiliza las variaciones en la fuerza de corte, reduciendo así la resonancia.
Ajuste gradualmente los parámetros mediante pruebas de corte.
Muchos tipos de materiales plásticos presentan distinta sensibilidad a las vibraciones. Por ello, la mayoría de las fábricas optimizan gradualmente los parámetros mediante pruebas de corte. Por ejemplo: primero reducen la profundidad de corte para observar el efecto, luego ajustan la velocidad de avance y, finalmente, optimizan la velocidad del husillo. Al comparar continuamente la calidad de la superficie y las condiciones acústicas, se puede encontrar un rango de mecanizado más estable.
Métodos para reducir las vibraciones en el mecanizado de plásticos
Menor voladizo de la herramienta para una mayor estabilidad.
Cuanto mayor sea la longitud del voladizo de la herramienta, menor será su rigidez, lo que la hace más propensa a oscilar durante el corte. Por lo tanto, al tiempo que se cumple con la profundidad de mecanizado requerida, el voladizo de la herramienta se suele minimizar. Especialmente en el mecanizado de piezas de plástico con cavidades profundas, las herramientas excesivamente largas pueden resonar fácilmente, lo que provoca marcas visibles en la superficie. Por consiguiente, seleccionar la longitud adecuada de la herramienta es una de las formas más directas de reducir la vibración.
El filo de la herramienta afecta directamente a la vibración.
El mecanizado de plásticos depende en gran medida del afilado de las herramientas. Cuanto más desafilada esté la herramienta, mayor será la resistencia al corte y más probable será que se produzca una compresión en lugar de un corte entre la herramienta y el material. Esto no solo aumenta la vibración, sino que también provoca sobrecalentamiento del material, blanqueamiento de la superficie, mayor formación de rebabas y marcas de herramienta más visibles. Por lo tanto, muchas plantas de procesamiento de plásticos revisan el estado de las herramientas con mayor frecuencia y reemplazan las herramientas desgastadas de inmediato.
Los parámetros no deben perseguirse simplemente para obtener alta velocidad.
Muchos creen que aumentar la velocidad del husillo y la velocidad de avance mejora la eficiencia, pero en el mecanizado de plásticos, parámetros demasiado agresivos pueden empeorar la vibración. Por ejemplo, velocidades de husillo excesivamente altas pueden generar acumulación de calor; una profundidad de corte excesiva puede provocar un aumento repentino de la fuerza de corte; y velocidades de avance inestables pueden crear resonancia periódica. Por lo tanto, en el mecanizado de plásticos se prioriza el "corte estable" en lugar del simple corte a alta velocidad.
Un soporte más adecuado de la pieza de trabajo conduce a una mayor estabilidad.
Las piezas de plástico tienen inherentemente baja rigidez, por lo que el diseño de la fijación es crucial. Si el área de voladizo de la pieza es demasiado grande, es propensa a vibrar siguiendo la herramienta durante el mecanizado. Por lo tanto, el mecanizado de plástico de alta precisión suele emplear: fijaciones por succión al vacío, estructuras de soporte multipunto, placas de presión flexibles y bloques de posicionamiento auxiliares. El objetivo es asegurar una distribución de tensión más uniforme en la pieza durante el mecanizado.
¿Por qué los diferentes plásticos presentan características de vibración diferentes?
Material plástico POM
El POM es un plástico de ingeniería con buena maquinabilidad. Es menos propenso a la formación de rebabas severas y filamentos durante el mecanizado, lo que resulta en vibraciones relativamente menores. Es adecuado para el mecanizado de piezas estructurales de alta precisión y componentes de equipos automatizados, y es uno de los materiales plásticos preferidos por muchas fábricas.
Material plástico ABS
Si bien el ABS es fácil de mecanizar, tiende a ablandarse ligeramente debido al calentamiento localizado durante el corte a alta velocidad. Una vez que el material se ablanda, la estabilidad del corte disminuye, lo que agrava la vibración. Por lo tanto, al mecanizar ABS, se suele priorizar la evacuación de virutas y la refrigeración.
Material de PC
El PC posee una alta tenacidad, pero su resistencia al corte fluctúa significativamente. Si la herramienta de corte no está lo suficientemente afilada o los parámetros varían demasiado, pueden producirse fácilmente vibraciones continuas y formación de hilos. Por lo tanto, el mecanizado de PC generalmente requiere una trayectoria de herramienta más suave y parámetros de corte más estables.
Plásticos de ingeniería de alto rendimiento
Los plásticos de ingeniería de alto rendimiento, como el PEEK, si bien poseen buena estabilidad, presentan mayores cargas de corte y requieren una mayor rigidez de la máquina herramienta. Si la estabilidad del equipo es insuficiente, incluso con excelentes propiedades del material, pueden producirse problemas de vibración.
Problemas comunes
¿Por qué algunas fábricas son muy silenciosas al mecanizar plásticos, mientras que otras experimentan vibraciones significativas?
Esto se relaciona principalmente con el estado del equipo, la gestión de herramientas, el diseño de los dispositivos de sujeción y la experiencia en mecanizado. Las fábricas con experiencia suelen optimizar las trayectorias de las herramientas con antelación, seleccionar las longitudes adecuadas y controlar los parámetros de corte, lo que resulta en un proceso de mecanizado más fluido. Si bien algunas fábricas pueden tener parámetros de equipo similares, si las herramientas están muy desgastadas, el soporte de los dispositivos de sujeción es insuficiente o el programa es inadecuado, pueden producirse vibraciones significativas con facilidad. Por lo tanto, la verdadera competencia en el mecanizado CNC de plásticos no se centra únicamente en el precio del equipo, sino en la capacidad general de control del proceso.
In conclusión
La vibración durante el mecanizado CNC de plásticos es un problema muy común, pero no se soluciona simplemente reduciendo la velocidad. La vibración suele estar relacionada con el estado del equipo, la longitud de la herramienta, el método de sujeción, los parámetros de corte y las propiedades del material. La inestabilidad en cualquiera de estos aspectos puede provocar resonancia durante todo el proceso de mecanizado. Por lo tanto, la solución más eficaz consiste en optimizar todo el flujo de mecanizado. Esto incluye acortar y afilar la herramienta, garantizar una sujeción más estable y suavizar la trayectoria, evitando parámetros excesivamente agresivos. Esto no solo reduce la vibración, sino que también mejora la calidad de la superficie, la estabilidad dimensional y la vida útil de la herramienta. En el mecanizado CNC de plásticos, la estabilidad del mecanizado suele ser más importante que la alta velocidad. Solo cuando el proceso de mecanizado es estable se puede garantizar una calidad de pieza verdaderamente estable, lo que se traduce en una mayor consistencia entre lotes.



















