La fabricación moderna se basa en el mecanizado CNC de piezas complejas para lograr una precisión extrema, tolerancias ajustadas y geometrías intrincadas. Gracias a los avances en fresado, torneado y electroerosión CNC multieje, los ingenieros pueden producir componentes para aplicaciones aeroespaciales, médicas y robóticas con una fiabilidad excepcional. Esta introducción describe cómo se mecanizan los diseños complejos y qué se debe tener en cuenta para garantizar la precisión y una producción rentable.
¿Qué son las piezas complejas CNC?
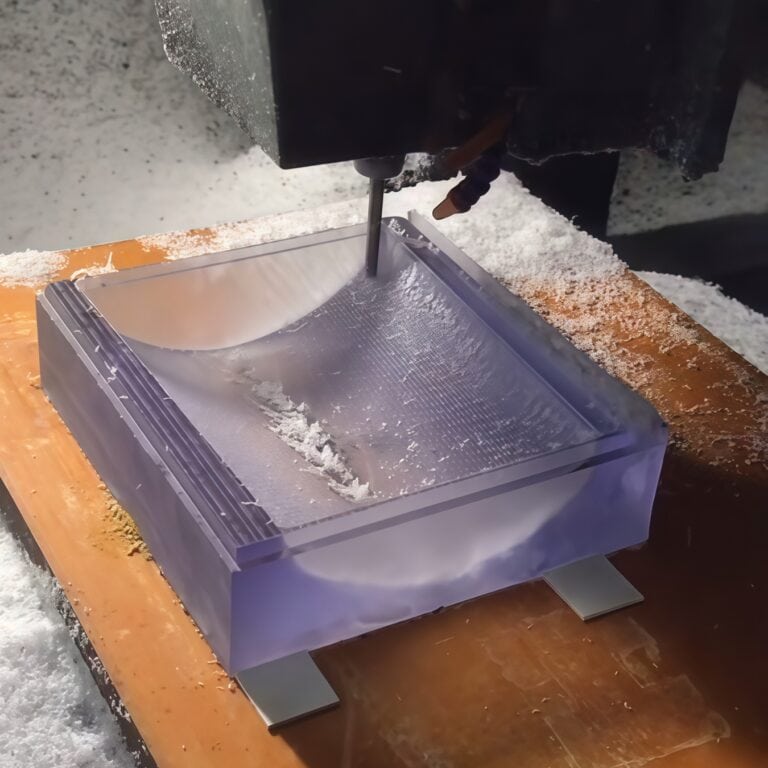
Las piezas complejas para mecanizado CNC son componentes con geometrías intrincadas, tolerancias ajustadas, cavidades profundas, paredes delgadas, superficies multieje o características no estándar que no se pueden producir con métodos de mecanizado básicos. Estas piezas suelen requerir mecanizado CNC de 4 o 5 ejes, trayectorias de herramienta avanzadas y programación multietapa para lograr alta precisión y repetibilidad. Comprender qué hace que una pieza sea "compleja" es fundamental para controlar los costos de mecanizado, la fabricabilidad y el tiempo de producción.
Explicación técnica detallada
Una pieza CNC se considera integraciones cuando sus características estructurales superan las capacidades del mecanizado simple de 3 ejes. La complejidad puede surgir de:
Geometría: superficies de forma libre, socavados, ángulos pronunciados, perfiles contorneados
ToleranciasRequisitos más estrictos que ±0.02 mm
Paredes delgadasParedes de menos de 1 mm que presentan riesgo de vibración y deformación.
Características profundas: cavidades profundas, canales estrechos o cavidades con una alta relación de aspecto
Configuraciones múltiples: piezas que requieren varias orientaciones o ejes rotatorios coordinados
Funciones híbridas: roscas, grabado de texto, microagujeros o requisitos combinados de fresado/torneado
En el mecanizado CNC complejo, se suelen utilizar equipos multieje como fresadoras de 4 y 5 ejes, tornos tipo suizo y máquinas de electroerosión (EDM). Estas máquinas permiten mantener ángulos de herramienta óptimos, reducir el reposicionamiento manual y producir superficies precisas incluso en zonas de difícil acceso.
Por ejemplo, en TiRapid mecanizamos con frecuencia soportes aeroespaciales con una tolerancia de ±0.01 mm, carcasas médicas con cavidades internas multinivel y prototipos automotrices que requieren contorneado de 5 ejes. En estos casos, la complejidad influye directamente en la selección de herramientas, la programación CAM, la estrategia de corte, la estabilidad de la fijación y la estructura de costos general.
¿Por qué elegir el mecanizado CNC? Fo partes complejas
Al diseñar piezas complejas mediante CNC con contornos de múltiples superficies, tolerancias ajustadas o características internas profundas, elegir el método de mecanizado adecuado es fundamental. El mecanizado CNC ofrece una precisión, compatibilidad de materiales y flexibilidad inigualables, lo que lo convierte en la solución más fiable para la fabricación de geometrías intrincadas en aplicaciones aeroespaciales, médicas, automotrices y robóticas.
Explicación y análisis de ingeniería
El mecanizado CNC es ideal para producir piezas complejas, ya que ofrece alta precisión, repetibilidad y una calidad superficial uniforme. Los componentes complejos suelen presentar paredes delgadas, curvas orgánicas, cavidades profundas o tolerancias ajustadas que requieren un control avanzado de las herramientas y configuraciones rígidas. Los sistemas CNC superan estos desafíos combinando el movimiento multieje, husillos de alta velocidad y cambios de herramienta automatizados.
En muchos proyectos de ingeniería, la complejidad de la pieza determina la plataforma de mecanizado a utilizar: torno CNC, fresadora de 3 ejes, torno de indexación de 4 ejes o mecanizado completo de 5 ejes. Los ingenieros suelen evaluar la geometría de la pieza, los requisitos dimensionales, las condiciones de carga y el comportamiento del material antes de seleccionar el proceso adecuado.
Mecanizado de 3 ejes
El fresado y torneado CNC de 3 ejes permite el movimiento a lo largo de los ejes X, Y y Z.
Ventajas:
Ideal para piezas de complejidad simple a moderada.
Rentable para prototipos y producción
Ideal para superficies planas, bolsillos y funciones básicas
Limitaciones:
No puede alcanzar socavones ni superficies con ángulos pronunciados.
El acceso con herramientas está restringido en cavidades profundas.
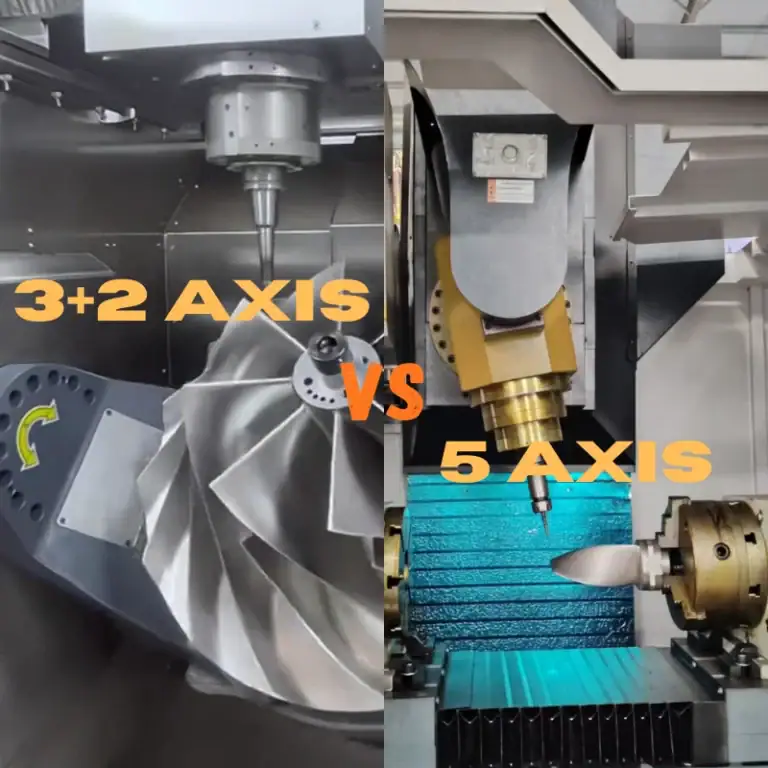
Mecanizado de 5 ejes
El mecanizado de 5 ejes hace girar la pieza o herramienta a lo largo de dos ejes adicionales, lo que permite acceder a prácticamente cualquier geometría.
Ventajas:
Logra contornos complejos en una sola configuración.
Elimina los errores de reposicionamiento
Produce superficies más lisas y tolerancias más ajustadas.
Esencial para impulsores, álabes de turbina, moldes e implantes médicos.
Consideraciones Técnicas:
Mayor costo del equipo
Se requieren programadores y maquinistas con experiencia.
Centros de torneado-fresado
Las máquinas de torneado-fresado combinan el torneado de alta velocidad con el fresado multieje.
Sus beneficios incluyen:
Mecanizado completo en un solo ciclo
Reducción de la configuración inicial y mejora de la concentricidad
Ideal para ejes complejos, alojamientos y geometrías híbridas.
En general, el mecanizado CNC sigue siendo el mejor método para fabricar piezas complejas de forma económica y precisa, especialmente cuando se requieren formas intrincadas, estabilidad, precisión y plazos de entrega cortos.
Factores clave que definen lo “complejo” In Mecanizado CNC
Comprender qué hace que una pieza CNC sea "compleja" es fundamental para realizar presupuestos precisos, establecer plazos de entrega realistas y seleccionar la estrategia de mecanizado adecuada. La complejidad no se define únicamente por el tamaño; resulta de la geometría, las tolerancias requeridas, los pasos del proceso, la accesibilidad de las herramientas y la eficiencia de producción. Al analizar estos factores desde el principio, los ingenieros pueden optimizar los diseños, reducir los riesgos de mecanizado y controlar los costes.

Dimensiones Ay tamaño de la pieza
El tamaño de la pieza no determina directamente la complejidad, pero influye en lo difícil que resulta el proceso de mecanizado.
Las piezas planas grandes suelen ser más fáciles de mecanizar que los componentes pequeños e intrincados.
Las piezas pequeñas requieren una estabilidad dimensional más estricta porque incluso una desviación de 0.02–0.05 mm puede afectar la funcionalidad.
Las secciones de paredes delgadas o los huecos profundos aumentan el riesgo de vibración, ruido y deflexión.
Perspectiva de ingeniería: En muchos proyectos de TiRapid, los componentes de menos de 20 mm con múltiples microcaracterísticas a menudo requerían velocidades de avance más lentas y utillaje especial, lo que demuestra cómo el tamaño interactúa con la complejidad.
Selección de herramientas de corte
El tamaño, la geometría y el alcance de la herramienta influyen significativamente en la maquinabilidad.
Las herramientas de mayor tamaño eliminan material más rápidamente, pero no pueden acceder a zonas estrechas o profundas.
Las herramientas de largo alcance generan riesgo de desviación y requieren una velocidad de corte reducida.
Las microherramientas (<1 mm) aumentan drásticamente el tiempo de mecanizado y el riesgo de rotura de la herramienta.
Regla de oro: Para una mejor estabilidad, la relación entre la longitud y el diámetro de la herramienta debe mantenerse dentro de 3:1.
Tiempo de procesamiento y operaciones requeridas
Una pieza se vuelve más compleja a medida que aumenta el número de operaciones de mecanizado.
Las múltiples configuraciones, reorientaciones e intervenciones manuales prolongan el tiempo de entrega.
Características como cavidades profundas, socavados y curvas compuestas pueden requerir mecanizado de 5 ejes o centros de torneado y fresado.
Una pieza compleja puede requerir etapas de desbaste, semiacabado, acabado, desbarbado, electroerosión (EDM) e inspección.
Ejemplo: Un soporte aeroespacial que fabricamos requirió seis configuraciones y tanto fresado de 5 ejes como electroerosión debido a las nervaduras internas inaccesibles, lo que aumentó enormemente la complejidad.
Tolerancias
Las tolerancias más estrictas aumentan exponencialmente la complejidad de las piezas.
Tolerancias CNC estándar: ±0.05–0.1 mm
Piezas complejas de precisión: ±0.01–0.02 mm
Ultraprecisión: ±0.005 mm o menos
Las tolerancias estrictas afectan a:
Selección de herramientas
Velocidad de mecanizado
Generación de calor
estrategia de eliminación de material
Requisitos de inspección (se necesita CMM)
Mayores tolerancias → mayor coste, más tiempo y más pasos en el proceso.
Tecnologías CNC Fo partes complejas
El mecanizado CNC moderno permite la producción precisa y eficiente de geometrías complejas imposibles de lograr con métodos convencionales. Elegir la tecnología de mecanizado adecuada —fresado, torneado, electroerosión o acabado— es fundamental para mantener tolerancias ajustadas, obtener superficies lisas y optimizar la velocidad de producción de piezas con diseños intrincados.
| Tecnología | Capacidades Clave | Mejores casos de uso |
|---|---|---|
| CNC fresado (3 ejes / 4 ejes / 5 ejes) | Estrategias de cavidades profundas, fresado escalonado de alta precisión, trayectorias de herramienta avanzadas (desbaste trocoidal/adaptativo), corte multiángulo para geometrías complejas. | Piezas complejas CNC multisuperficie, soportes aeroespaciales, carcasas médicas, rebajes, contornos intrincados, piezas de precisión de aluminio/titanio |
| Torneado CNC / Fresado-Torneado | Herramientas motorizadas para taladrado/fresado en el torno, husillos sincronizados, concentricidad precisa, geometría cilíndrica y prismática compleja en una sola configuración. | Ejes, bujes, anillos, cuerpos de válvulas, componentes de automoción, piezas complejas CNC rotativas multifuncionales |
| Alambre EDM (Mecanizado por electroerosión) | Corte de ultra alta precisión ±0.002 mm, esquinas internas nítidas, micro ranuras, bordes sin rebabas; ideal para aceros endurecidos. | Perfiles de alta tolerancia, matrices de extrusión, matrices de estampado, insertos para moldes de inyección, microcaracterísticas en piezas complejas CNC de precisión |
| Electroerosión por penetración (erosionadora de ariete) | Crea cavidades profundas y formas inaccesibles para las fresas; excelente para metales endurecidos y detalles finos. | Nervaduras delgadas, cavidades profundas, núcleos de moldes, cavidades internas 3D, componentes complejos de acero para herramientas |
| Acabado superficial | Anodizado, pulido, acabado espejo, granallado, electropulido, pasivado; acabado con control de tolerancias | Superficies cosméticas, resistencia a la corrosión, superficies de sellado, superficies de operación lisas, acabado final para piezas complejas CNC |
Diseño Fo Fabricabilidad (DFM) Fo partes complejas
El diseño de piezas complejas para CNC exige un equilibrio entre funcionalidad y eficiencia de mecanizado. Al aplicar principios de DFM inteligentes desde el principio, los ingenieros pueden reducir costes, acortar plazos de entrega y lograr una mayor precisión durante la fabricación. Las siguientes directrices ayudan a optimizar la geometría de las piezas, mejorar su maquinabilidad y evitar complejidades innecesarias, garantizando así la producción precisa y rentable de sus piezas complejas para CNC.

Optimizar esquinas internas
Utilice redondeos en lugar de esquinas internas agudas de 90° para reducir la tensión en la herramienta y evitar la deflexión de la fresa. Un radio igual a 1–1.5 veces el diámetro de la herramienta mejora la eficiencia de la trayectoria y la calidad de la superficie.
Estandarizar tamaños de agujeros y roscas
Seleccione diámetros de broca, pasos de rosca y profundidades estándar. Esto minimiza los cambios de herramienta, reduce el tiempo de mecanizado y mejora la consistencia en piezas complejas mecanizadas por CNC.
Evite funciones extremadamente profundas
Las cavidades y ranuras profundas aumentan el tiempo de mecanizado y provocan vibraciones o ruido en la herramienta. Mantenga la relación profundidad/anchura dentro de los límites recomendados o rediseñe la característica en varias secciones accesibles.
Mantener un espesor de pared estable
Las paredes delgadas tienden a deformarse, vibrar o curvarse durante el mecanizado. Mantenga un espesor de pared uniforme siempre que sea posible y evite paredes con un espesor inferior a 0.5–1.0 mm, salvo que sea necesario.
Reducir las tolerancias no críticas
Aplique tolerancias estrictas solo a las superficies funcionales. El exceso de tolerancias añade pasadas de mecanizado innecesarias y aumenta significativamente el coste de producción.
Minimizar rasgos estéticos innecesarios
Las ranuras decorativas, las curvas superficiales complejas y el texto no funcional aumentan el tiempo de mecanizado. Elimine los elementos estéticos a menos que aporten un valor funcional a la pieza.
Estrategias de sujeción del trabajo Fo Diseños difíciles
La sujeción de la pieza es uno de los factores más críticos en el mecanizado CNC de piezas complejas. A medida que las geometrías se vuelven más delgadas, profundas o curvas, garantizar una sujeción segura y estable se vuelve esencial para la precisión, la calidad superficial y la vida útil de la herramienta. Una estrategia de sujeción adecuada reduce la vibración, previene la deformación, mejora la precisión y permite el mecanizado multifacético con menos configuraciones, lo que reduce directamente el costo de producción y el tiempo de entrega para diseños complejos.
Accesorios personalizados y mordazas blandas
Las mordazas flexibles y los dispositivos de sujeción personalizados se adaptan al contorno complejo o la geometría irregular de la pieza. Al maximizar el contacto superficial y distribuir uniformemente la presión de sujeción, evitan la deformación en paredes delgadas, detalles delicados o formas asimétricas. Las mordazas flexibles se pueden mecanizar mediante CNC para ajustarse al perfil de la pieza, lo que garantiza una sujeción ultraestable para operaciones con tolerancias ajustadas.
Mecanizado multifacético
El mecanizado multifacético utiliza mordazas indexadas, mesas giratorias o configuraciones de 5 ejes para acceder a varias caras de una pieza en una sola fijación. Esta estrategia reduce el número de pasos de reposicionamiento, disminuyendo el error acumulado y mejorando la consistencia. Es especialmente eficaz para piezas complejas con detalles profundos, superficies angulares o múltiples zonas de operación.
Accesorios de vacío
Los sistemas de sujeción por vacío proporcionan una fuerza de sujeción uniforme en superficies grandes o planas, lo que los hace ideales para placas delgadas, materiales delicados o piezas que no se pueden sujetar con mordazas tradicionales. Eliminan la distorsión mecánica y permiten el mecanizado de toda la superficie sin obstrucciones. Los sistemas de vacío se utilizan comúnmente en paneles aeroespaciales, carcasas electrónicas y componentes estructurales ligeros.
Sistemas modulares de tornillos de banco
Los sistemas de mordazas modulares permiten una rápida reconfiguración para diferentes tamaños y geometrías de piezas. Ofrecen configuraciones flexibles con mordazas, paralelos y topes ajustables, ideales para prototipos o la fabricación de lotes pequeños de piezas complejas. Su posicionamiento repetible mejora la eficiencia, reduce el margen de error del operario y aumenta la precisión en el mecanizado multioperación.
Materiales adecuados Fo piezas CNC complejas
Elegir el material adecuado es fundamental al mecanizar piezas complejas con CNC, ya que los distintos materiales reaccionan de manera diferente a las fuerzas de corte, el calor y el contacto con la herramienta. La elección ideal debe equilibrar resistencia, maquinabilidad, coste y rendimiento a largo plazo. A continuación, se presenta una descripción general de los materiales más utilizados para geometrías complejas y mecanizado de alta precisión.

Aluminio (6061 / 7075)
Las aleaciones de aluminio son las preferidas para piezas CNC complejas debido a su ligereza, excelente maquinabilidad y estabilidad durante el corte. Grados como el 6061 ofrecen un equilibrio entre resistencia y rentabilidad, mientras que el 7075 proporciona casi el doble de resistencia a la tracción, lo que lo hace idóneo para componentes aeroespaciales o de alta carga. El aluminio también disipa bien el calor, reduciendo el desgaste de las herramientas y garantizando acabados superficiales más lisos en geometrías intrincadas.
Acero inoxidable (304 / 316 / 17-4 PH)
Los aceros inoxidables ofrecen una resistencia superior a la corrosión y una gran resistencia mecánica, pero requieren procesos de mecanizado más agresivos. Los aceros 304 y 316 son comunes en aplicaciones estructurales y de resistencia química en general, mientras que el 17-4 PH es el preferido cuando se requiere alta resistencia y tolerancias ajustadas. Estos materiales tienden a endurecerse durante el mecanizado, por lo que es fundamental optimizar la velocidad de avance y la configuración para producir características complejas.
Titanio (Ti-6Al-4V)
Las aleaciones de titanio ofrecen una excepcional relación resistencia-peso, lo que las hace ideales para la industria aeroespacial, la medicina y piezas mecánicas de alto rendimiento. Sin embargo, generan un elevado calor durante el corte y provocan un rápido desgaste de las herramientas, lo que dificulta el mecanizado de cavidades profundas y estructuras de paredes delgadas. Con una refrigeración adecuada, herramientas afiladas y trayectorias de corte adaptativas, el titanio puede alcanzar una precisión y estabilidad sobresalientes en aplicaciones exigentes.
Cobre y Latón
El cobre y el latón son materiales populares para piezas que requieren conductividad eléctrica, superficies de sellado herméticas o componentes de válvulas de alta precisión. El latón se mecaniza con gran facilidad, produciendo bordes limpios y tolerancias uniformes, ideales para roscas o microestructuras. El cobre es más blando y gomoso, por lo que requiere herramientas de corte afiladas y una evacuación de virutas controlada, especialmente al mecanizar canales pequeños o componentes de transferencia de calor.
Plásticos de ingeniería (PEEK, policarbonato, Delrin)
Los plásticos de alto rendimiento son excelentes opciones para piezas complejas ligeras, resistentes a la corrosión y con aislamiento eléctrico. El PEEK ofrece una resistencia excepcional, resistencia al calor y estabilidad dimensional, incluso para mecanismos de paredes delgadas o micromecanismos. El policarbonato ofrece resistencia al impacto y transparencia, mientras que el Delrin proporciona un excelente acabado superficial para engranajes, guías y componentes de movimiento de precisión. Los plásticos requieren un control térmico preciso para evitar deformaciones durante el mecanizado a alta velocidad.
Opciones de acabado superficial para piezas complejas
El acabado superficial desempeña un papel fundamental en el rendimiento, la durabilidad y la estética de las piezas CNC complejas. Dado que las geometrías complejas suelen incluir cavidades profundas, bordes finos y características de tolerancias ajustadas, seleccionar el método de acabado adecuado garantiza superficies lisas, una funcionalidad precisa y una mayor resistencia a la corrosión. Las siguientes opciones de acabado se utilizan comúnmente para componentes de alta precisión en las industrias aeroespacial, médica, robótica y automotriz.
Granallado
Proporciona un aspecto mate uniforme, elimina las marcas de las herramientas y mejora la textura de la superficie sin afectar significativamente la tolerancia dimensional.
Pulido / Acabado espejo
Crea superficies ultrasuaves para piezas ópticas, médicas y decorativas; esencial para reducir la fricción y mejorar la calidad visual.
Electropulido
Proceso electroquímico que mejora la resistencia a la corrosión, elimina las microrebabas y proporciona una limpieza superior a las piezas de acero inoxidable.
Anodizado
Ideal para componentes de aluminio, ofrece resistencia al desgaste, protección contra la corrosión y colores personalizables. Los anodizados duros tipo II y tipo III son los más comunes.
Pintura en Polvo
Añade una capa protectora duradera con excelente resistencia a impactos y productos químicos. Ideal para componentes donde la apariencia y la durabilidad son importantes.
Pasivación
Se aplica específicamente al acero inoxidable para eliminar los contaminantes superficiales y mejorar la resistencia a la corrosión sin alterar las dimensiones.
Inspección y control de calidad de piezas complejas
Garantizar la precisión en piezas complejas mecanizadas por CNC exige un flujo de trabajo de inspección riguroso. Debido a que las geometrías complejas incluyen características profundas, contornos multieje y tolerancias ajustadas, las herramientas de metrología avanzadas son esenciales para verificar la precisión dimensional, la calidad superficial y el ajuste funcional. Los siguientes métodos ayudan a mantener la consistencia, reducir los riesgos de desviación y garantizar que cada pieza cumpla con las especificaciones de ingeniería.
Inspección CMM
Las máquinas de medición por coordenadas (MMC) ofrecen la máxima precisión para piezas complejas al capturar datos de puntos 3D con una exactitud de hasta ±0.002 mm. Son ideales para cavidades profundas, características internas y geometrías multieje.
Escaneo óptico
Los escáneres ópticos 3D de alta resolución generan nubes de puntos de superficie completa para una rápida comparación con modelos CAD. Este método es excelente para formas libres, superficies curvas y materiales delicados.
Sondeo en máquina
Los sistemas de palpado integrados permiten realizar comprobaciones dimensionales en tiempo real durante el mecanizado. Esto reduce los errores de configuración, compensa el desgaste de la herramienta y garantiza la precisión antes de que la pieza salga de la máquina.
Medición de rugosidad superficial
Los perfilómetros y los medidores de rugosidad óptica miden parámetros de acabado superficial como Ra, Rz y Rt. Son fundamentales para superficies de sellado, interfaces deslizantes y componentes que requieren acabados ultrasuaves.
Cómo optimizar su diseño CNC complejo
La optimización de una pieza CNC compleja comienza mucho antes del mecanizado. Una documentación clara, tolerancias precisas y una simplificación inteligente de las características pueden reducir drásticamente el tiempo, el coste y el riesgo del mecanizado. Al proporcionar la información adecuada desde el principio y diseñar teniendo en cuenta las limitaciones de fabricación, los ingenieros garantizan una mayor consistencia, plazos de entrega más cortos y piezas de mayor calidad.
• Proveer FCAD 3D completo + 2D Dcrudos
Incluya siempre un modelo 3D completo (STEP/IGES) junto con planos 2D detallados que muestren dimensiones, tolerancias, especificaciones de rosca y notas sobre el acabado superficial. Esto elimina la ambigüedad y garantiza que el operario interprete correctamente el diseño.
• Destacar Ccrítico Ttolerancias Only
Aplique tolerancias estrictas solo a las áreas funcionales. Un exceso de tolerancias aumenta el tiempo de mecanizado, requiere avances más lentos y eleva el costo. Concéntrese en la precisión donde el rendimiento depende de ella.
• Proveer Mmaterial + Finish Requi pos
Especifique las calidades exactas del material (p. ej., 6061-T6, 17-4 PH, PEEK) y los acabados superficiales requeridos (anodizado, pulido, recubrimiento). Esto ayuda a los operarios de máquinas a elegir las herramientas, los avances y las estrategias de corte correctos para obtener los mejores resultados.
• Especificar DAtún Referencias Cprobablemente
Defina los sistemas de referencia primarios, secundarios y terciarios para garantizar una alineación correcta durante el mecanizado y la inspección. Una estructura de referencia clara mejora la repetibilidad y reduce los errores de medición.
• Simplificar las funciones siempre que sea posible
Elimine detalles cosméticos innecesarios, evite cavidades profundas, unifique radios y reduzca la cantidad de detalles pequeños o de difícil acceso. Los diseños más simples se mecanizan más rápido, cuestan menos y logran mayor precisión.
Versión recomendada
La optimización de piezas complejas mediante CNC comienza con datos CAD claros, tolerancias específicas y características simplificadas. Proporcione planos completos, defina las referencias, especifique los materiales y acabados, y concéntrese en la precisión solo donde sea necesaria, lo que garantiza un mecanizado más rápido, una calidad estable y menores costos.
Preguntas Frecuentes
¿Qué son las piezas complejas CNC?
Las piezas complejas mecanizadas por CNC son componentes con características multieje, tolerancias ajustadas, cavidades profundas o geometrías intrincadas. Normalmente las defino por una tolerancia inferior a ±0.02 mm, múltiples operaciones y superficies no estándar que requieren un mecanizado preciso de 3 a 5 ejes.
¿Por qué las piezas complejas fabricadas con CNC son más caras?
Las piezas complejas fabricadas mediante CNC cuestan más porque requieren equipos multieje, herramientas especializadas, una sujeción precisa y un tiempo de mecanizado prolongado. En mi experiencia, las configuraciones adicionales y las tolerancias de ±0.01 mm pueden incrementar el coste entre un 20 % y un 60 %.
¿Cómo puedo reducir el coste de las piezas complejas fabricadas mediante CNC?
Para reducir costes, simplifico las geometrías, amplío las tolerancias no críticas, utilizo tamaños de agujeros estándar, aumento el espesor de las paredes y evito cavidades muy profundas. Estos cambios suelen reducir el tiempo de mecanizado entre un 15 % y un 40 %.
¿Qué máquinas son las mejores para piezas complejas CNC?
Normalmente, para trabajos complejos, utilizo fresadoras de 5 ejes, centros de torneado y fresado, y electroerosión (EDM). El mecanizado de cinco ejes mejora el acceso a superficies curvas, mientras que la electroerosión permite trabajar en esquinas internas estrechas con una precisión de ±0.005 mm.
¿Qué materiales funcionan mejor para piezas complejas CNC?
Para piezas complejas, prefiero el aluminio 6061/7075 por su alta maquinabilidad. Para mayor resistencia o resistencia al calor, el acero inoxidable 316/17-4 y el titanio Ti-6Al-4V funcionan bien, pero aumentan la dificultad de mecanizado entre 2 y 3 veces.
Conclusión
Las piezas complejas mecanizadas por CNC requieren un equilibrio entre tecnología de mecanizado avanzada, decisiones de diseño inteligentes y un control de fabricación preciso. Mediante el mecanizado CNC multieje, la optimización de los principios de diseño para la fabricación (DFM), la selección adecuada de materiales y una rigurosa inspección de calidad, los ingenieros pueden transformar geometrías complejas en componentes precisos, fiables y listos para la producción. Independientemente de la complejidad del diseño —tolerancias ajustadas, detalles profundos o superficies intrincadas—, la estrategia CNC correcta garantiza un alto rendimiento, una calidad constante y una comercialización más rápida.